 Среди разнообразных способов сварки полимерных материалов в последние годы в Западной Европе (главным образом, в Германии) особенно активно развивается лазерная сварка. Об этом можно косвенно судить по количеству занятых в этой области компаний-экспонентов на ведущих мировых отраслевых выставках – K-Fair, Fakuma и др. Но это – в Западной Европе, а в России этот перспективный способ сварки выглядит пока что экзотикой. В данной статье кратко описаны принцип и его технические возможности, чтобы российские сварщики могли объективно их оценить и учесть при выборе оптимального для конкретных условий применения способа сварки. Среди разнообразных способов сварки полимерных материалов в последние годы в Западной Европе (главным образом, в Германии) особенно активно развивается лазерная сварка. Об этом можно косвенно судить по количеству занятых в этой области компаний-экспонентов на ведущих мировых отраслевых выставках – K-Fair, Fakuma и др. Но это – в Западной Европе, а в России этот перспективный способ сварки выглядит пока что экзотикой. В данной статье кратко описаны принцип и его технические возможности, чтобы российские сварщики могли объективно их оценить и учесть при выборе оптимального для конкретных условий применения способа сварки.
Что такое лазерная сварка
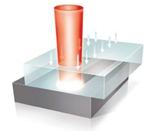
Лазерная сварка просвечиванием является наиболее распространенным вариантом способа, при котором соединяемые детали отличаются своими свойствами пропускать излучение. Одна из них (условно – верхняя) прозрачна для лазерного излучения, а вторая (нижняя) – абсорбирует его энергию, которая переходит в тепловую и нагревает соприкасающуюся с ней верхнюю деталь (рис. 1, а). При этом максимальная температура развивается именно на границе контакта свариваемых деталей.
Сварка лазерным излучением возможна при соблюдении четырех основных условий, приведенных ниже.
 |
 |
| А) |
Б) |
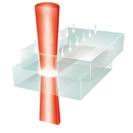
Рис. 1. Схема лазерной сварки просвечиванием двух деталей из полимерных материалов – прозрачной (верхней) и непрозрачной, абсорбирующей лазерное излучение (а), и двух прозрачных,
не содержащих абсорбентов (б). В последнем случае фокусное пятно лазерного луча (показан красным цветом) находится точно в плоскости образования сварного шва, где излучение отдает
максимальное количество энергии
Свариваемость деталей
С помощью лазерного излучения могут быть сварены практически все термопласты и термопластичные эластомеры, в том числе армированные волокнами, с низкой вязкостью расплава, а также с высокой температурой текучести. Однако при этом есть определенные требования к материалам в отношении характеристик поглощения лазерного излучения (см. ниже).
Прозрачность верхней свариваемой детали для лазерного излучения
Необходимым условием для проведения лазерной сварки просвечиванием является прозрачность верхней детали для лазерного луча с длиной волны из ближней области ИК-диапазона оптического излучения, используемого для сварки (обычно – от 808 до 980 нм). Но это вовсе не означает, что верхняя деталь должна быть прозрачной для человеческого зрения,то есть в видимой части спектра оптического излучения.
Абсорбирующие свойства нижней свариваемой детали
Как было сказано выше, нижняя деталь должна поглощать энергию лазерного ИК-излучения. Однако большинство термопластов по своей природе прозрачны для него, поэтому повышение абсорбирующей способности нижней детали достигается за счет добавления в материал, из которого она изготавливается, сажи или других адсорбентов, усиливающих поглощение лазерного излучения. Наиболее распространенной абсорбирующей добавкой является сажа (технический углерод), вводимая в материал в количестве 0,5 % и более. Результатом дальнейшего развития лазерной сварки стала возможность соединять данным способом и детали, которые не требуют внесения абсорбирующих добавок. Новую технологию сварки, названную ClearJoining, и сварочную систему Precision Weld разработала компания LPKFLaser&ElectronicsAG (Германия). Главным рабочим элементом системы является тулиевый лазер, создающий излучение с основной длиной волны 1940 нм, которое абсорбируется аналогично поглощению микроволн молекулами воды. В результате даже в высокопрозрачных полимерах обеспечивается частичная абсорбция воздействующего на них излучения, сопровождающаяся соответствующим повышением температуры (см.рис. 1, б). В отличие от традиционной технологии лазерной сварки просвечиванием обе прижатые друг к другу детали активно прогреваются по всейтолщине, но максимальная температура развивается именно в месте соединения деталей. Этому способствует, главным образом, то, что фокусное пятно лазерного излучения находится точно в плоскости образования сварного шва, где оно отдает максимальное количество энергии.
Прижим и контакт между деталями
Лазерная сварка, как, впрочем, и другие способы сварки, требует непосредственного контакта между свариваемыми деталями и соответствующего усилия прижима, но в данном случае этот фактор имеетособое значение, поскольку верхняядеталь нагревается от нижней детали. Поэтому более эффективному тепловыделению в зоне сварки способствует максимальная фактическая (физическая) площадь контакта, которая достигается на более гладких поверхностях.К настоящему времени лазерная сварка уже нашла широкое применение при производстве изделий автомобилестроения (расширительные бачки, корпуса датчиков, сигнальные фонари и фонари освещения, приборные панели и др.), медицины (катетеры, микроструйная техника и др.), широкого потребления и др.
а) б) в)
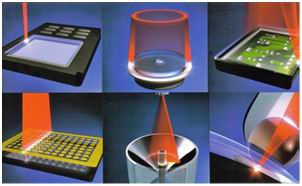
г) д) е)
Рис. 2. Способы лазерной сварки: а– контурная; б – одновременная; в– квазиодновременная; г – с помощью трафарета; д – радиальная; е – сварка шариком изделий 3D-формы (источник: Leister)
Преимущества лазерной сварки
К преимуществам лазерной сварки по сравнению с рядом традиционных технологий относятся:
• минимальное термомеханическое воздействие на соединяемые детали;
• минимальный уровень остаточных напряжений в зоне сварного шва;
• отсутствие наплыва и образований твердых частиц и нитей в зонесварного шва;
• высокая геометрическая точность места соединения;
• идеальный по внешнему виду иизмеряемый по глубине всего лишь внескольких микрометрах сварной шов;
• отсутствие износа инструмента;
• возможность получения соединения в труднодоступных местах изделия;
• наличие ряда отработанных способов лазерной сварки (рис. 2).
В заключение необходимо подчеркнуть, что, конечно, было бы наивно считать лазерную сварку «дамой, приятной во всех отношениях» и свободной от недостатков. На выбор способа сварки, оптимального для конкретных условий применения, будут влиять многие факторы – форма и габариты, назначение и условия эксплуатации сварного изделия, условия проведения сварочного процесса, требования к внешнему виду сварного шва, необходимость и величина инвестиций в сварочное оборудование и др. Поэтому так важно в этом вопросе проконсультироваться со специалистами компаний, владеющих знаниями и опытом в области не одного, а многих способов сварки.
Подготовил С. А. Булат,
генеральный директор ООО
«Компания «СБ-Полимер»
What is the Laser Welding
The principle and modern technical capabilities
of plastics laser welding are discussed.
|









